Also restores rapid moves the free version of Fusion 360 limits to feed-rate moves. See section below.
This add-in for Fusion 360 will post-process all CAM setups at once. Each setup is put in a file with the name of the setup. You can optionally use a special setup naming convention to put files in subfolders. You can also put sequence numbers on the name to maintain the order of operations.
The add-in creates a new command in the Manufacture workspace next to
the native Post Process command called Post Process All:

Clicking this command will bring up the following dialog:
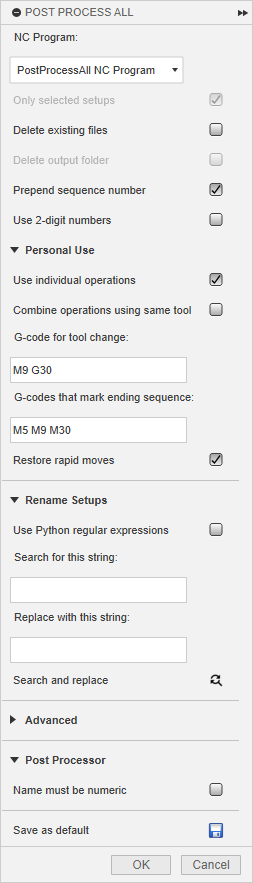
The first time you run this command, the Output Folder and Post Processor
fields will be blank. You must set both of these fields before you can
click OK. Once the command has been run, all settings will be saved in
the design. New designs will also be given default settings.
You can put the output files in subfolders by using a colon (":") in the name. The part of the name to the left of the colon is the folder name; multiple colons result in nested subfolders.
Here is an example of a design with three components. The name of the component appears first, then a colon and the name of the setup for that component:
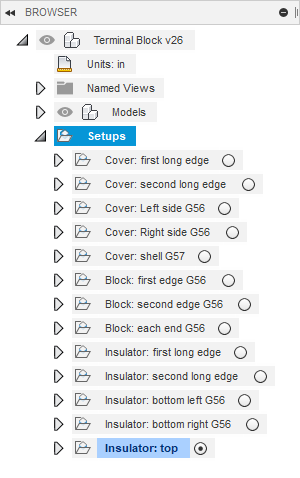
When you run the Post Process All command, it will create three subfolders in the output folder, named "Cover", "Block", and "Insulator". Within these subfolders will be five, three, and five G-code files respectively with names like "first long edge", "second long edge", etc.
A sequence number can be added to the front of each file name. This provides a reminder of the order of operations and will generally keep the files sorted in that order. Sequence numbers start at 1 for each folder.
In the above example, when adding sequence numbers the files in the "Block" folder would have the names "1 first edge" and "2 second edge".
The free version of Fusion 360 now has some limitations on G-code output: It will not support tool changes, and it slows down all moves to feed rate. This add-in can work around the tool change limitation and can attempt to restore rapid moves.
In the Personal Use section of the add-in dialog, you will find
the option to break each setup into individual operations. This
is required if you have the free version of Fusion 360 and there
is a tool change in any setup. The add-in will combine the G-code
for each operation of a setup back into a single file for that
setup, hiding this limitation. Since there is no example of a
tool change in the G-code generated by Fusion 360, there is a
box to type in any additional G-codes needed when a tool change
is made (such as turning off coolant, etc.).
In addition, you can also select the option to restore rapid (G0) moves. This analysis is experimental and should be reviewed before use (comments are included where the G-code is changed). You are responsible for ensuring a tool crash does not occur.
To install, start by putting the PostProcessAll.py and
PostProcessAll.manifest files along with
the resources subfolder into a folder on your machine. This can
be a Git repository or just a copy of the files. (The ReadMe.md
file and ReadMeImages folder are not required.) Using Git is
recommended (newcomers see below) because it makes it easy to
come back and get updates.
In Fusion 360, go to the Tools tab in the Design workspace, or the
Utilities tab in the Manufacture workspace. Select the
Add-Ins command, which will bring up the Scripts and Add-Ins dialog.
Switch to the Add-Ins tab, then click the green + to add a new
add-in. You can now browse to the folder in which you placed the
Post Process All add-in files.
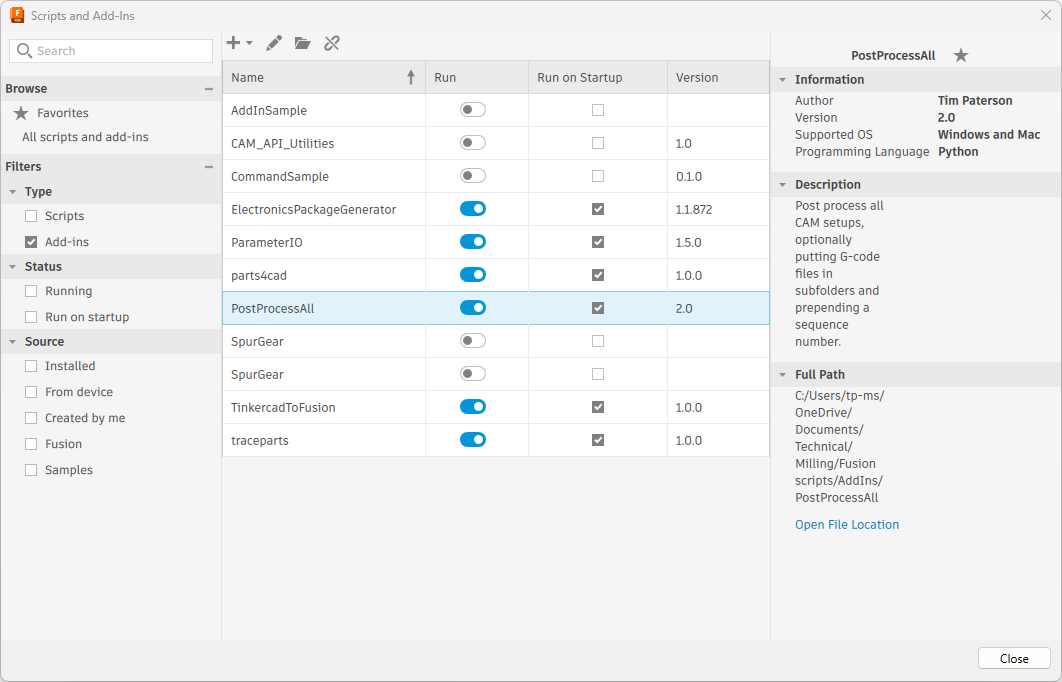
Once the folder is selected, you will be returned to the Add-Ins dialog
and find that PostProcessAll now appears in the list of My Add-Ins.
Select it in the list, ensure Run on Startup is checked, and then
click the Run button. It should like like this:
To see the new command, go to the Manufacture workspace and select the
Milling or Turningtab. The command appears on the toolbar next to
the native Post Process command. It also appears in the Actions
drop-down menu.
If you give this add-in a try, please help compile a list of how it does with different post proecessors. Post new results — success or failure — on the Issues page. That info will make it into the table below.
New to Git? A great Git GUI is SmartGit,
which hobbyists can use for free. You just select Clone... from its
Repository menu, and paste in the address of this web page. That will
bring in a copy of this add-in that's ready to use. To update, click
Pull and then Pull again.
If the command fails, run it again. There seem to be occasional timing issues that usually resolve themselves.
The concatenation and modification of G-code has been only been lightly tested, and work is ongoing. Given that there are very specific assumptions about what the G-code input will look like, it would not be surprising to find problems come up. Feel free to report them on the Issues page, and include the G-code files.
Compatibility can be an issue if you have Fusion 360 for Personal Use and
therefore select the Use individual operations option. This requires
parsing the G-code, which is dependent on the post processor you use.
Here is a list of the post processors that have been tested with the add-in.
The Review OK? column means a visual inspection of output, while
Tested means it has been run on the CNC machine. The remaining entries
are the suggested option settings for that post processor.
This table is based on user feedback. Please add an issue for
corrections or additions.
| Post Processor | Review OK? | Tested | Tool change | Numeric Name | File Ext. |
|---|---|---|---|---|---|
| centroid.cps | Yes | No | N10 M9:G28 G91 Z0.:G90 | Yes | .nc |
| eding.cps | Yes | No | N10 M9:G28 | No | .cnc |
| gbrl.cps | Yes | Yes | M9:G28 G91 Z0:G90 | No | .nc |
| mach3mill.cps | Yes | No | M5 M9:G28 G91 Z0.:G90 | No | .tap |
| tormach.cps | Yes | Yes | M9 G30 | No | .nc |